

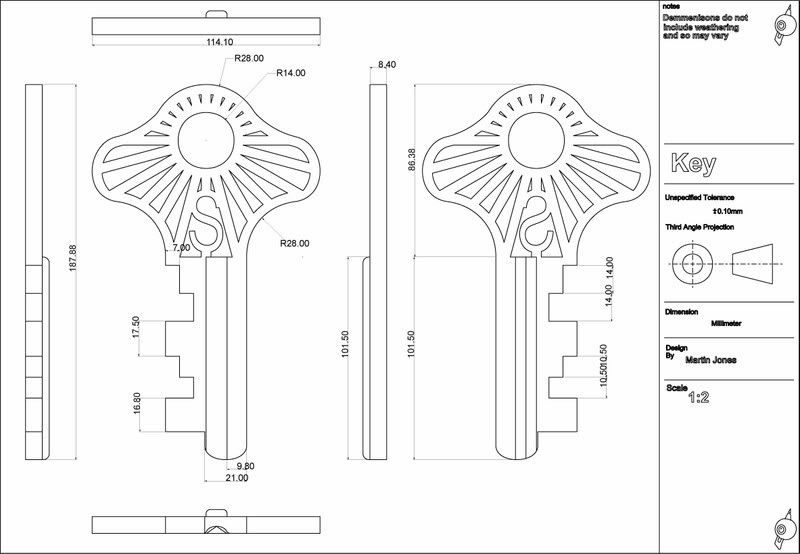
Purpose
The key will be cast in metal powder with resin, it will consist of two parts and a small poor hole. With the quantities of metal powder I wish to use it will make the resins to viscous to poor, but with an open mould it can be brushed into key area's. Once near full the mould will be closed then topped up via the poor hole to ensure it is free of air voids.
1) Using a sheet of plastic (laser cut to shape) with locators added will be placed around the edge at the highest point where a split line can easily be removed. A clay wall will be added with various keys cut so it can locate to the fibre glass later. Silicone will be poured over to a thickness of 10mm, when near catalysed long cube like locator will be added to prevent the mould wall sinking in later.
2) Once fully catalysed clay wall is removed and fibre glass (or mod rock) jacket is added to strengthen the mould.
3) Mould is then flipped over and all plastic and excess material removed. New clay wall is made with keys and locators. A small object is added which will layer become the poor hole. Poor second half of silicone.
4) Remove all clay, and added the second half of the fibre glass jacket, remembering to added adequate release agent where fibre glass touches. Once catalysed drill holes for M6 bolt every 30mm around the edge.
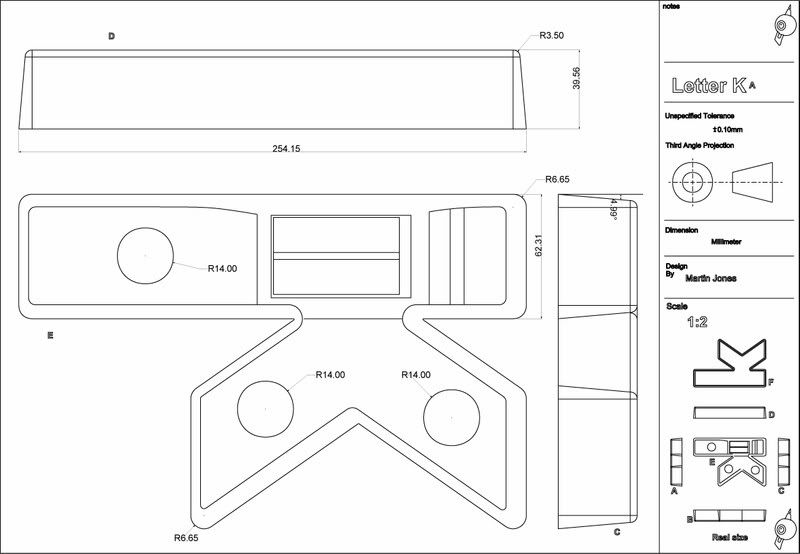
Top image shows how the mould will look when open.
Detail shows how top locators will be pinned with metal rod to prevent the wall from sinking. This is an overly cautious method, but it will insure the surface of the key will not be warped when mould is moved.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
No comments:
Post a Comment